
TÜRKİYE DİSTRİBÜTÖRÜ:
Geri bildirim gönder
Suni Deri için Ayırma Kağıdı: Türleri, İşlevleri ve Seçim Kılavuzu
Nedir Suni Deri Yayın Kağıdı ?
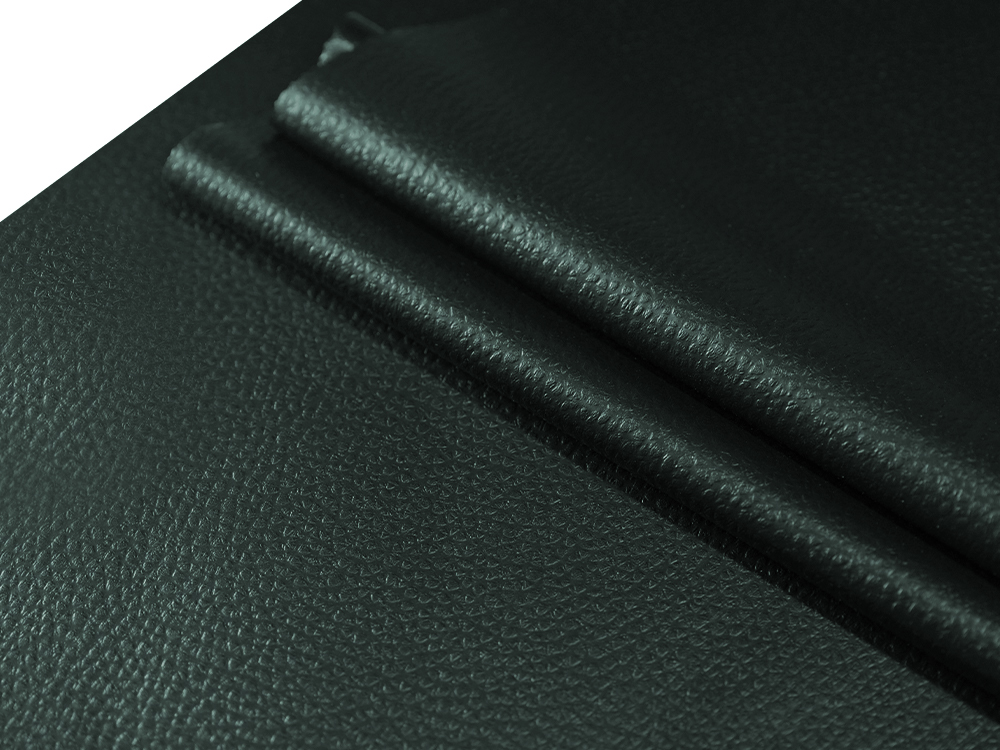
Suni deri için ayırma kağıdı, sentetik deri (PU deri, PVC deri ve mikrofiber deri) üreten doğrudan kaplama ve transfer kaplama işlemlerinde kullanılan, özel olarak tasarlanmış bir taşıyıcı alt tabakadır. Üzerine poliüretan reçinenin veya diğer kaplama bileşiklerinin uygulandığı, kurutulduğu ve daha sonra bir kumaşa veya dokumasız desteğe aktarıldığı geçici bir destek yüzeyi görevi görür. Laminasyon tamamlandıktan sonra ayırma kağıdı soyulur ve derecesine bağlı olarak ya atılır ya da sonraki üretim çalışmaları için yeniden kullanılır.
Ayırma kağıdının yüzeyi sadece yapışmaz değildir: doku desenleriyle hassas kabartmalı Kaplama işlemi sırasında bitmiş derinin yüzeyine kalıcı olarak aktarılanlar. Bu, son suni deri ürününün damar deseninin, parlaklık seviyesinin ve dokunsal yüzeyinin tamamen seçilen yapışkanlı kağıt tarafından belirlendiği anlamına gelir. Pürüzsüz bir ayırma kağıdı çok parlak bir yüzey üretir; ince taneli kabartmalı kağıt, doğal deri görünümü sağlar; derin gözenekli desen, tam damarlı veya düzeltilmiş damarlı sığır derisini taklit eder.
Doku transferinin ötesinde, ayırma kağıdının bir dizi endüstriyel talep karşısında güvenilir bir performans sergilemesi gerekir: yüksek kurutma fırını sıcaklıklarında (tipik olarak 120–160°C) stabil boyutsal davranış, laminasyon döngüsü boyunca tutarlı soyma kuvveti ve hem solvent bazlı hem de su bazlı PU kaplama sistemleriyle kimyasal uyumluluk.
Suni Deri İşleminde Ayırma Kağıdının İşlevleri Nasıldır?
Yayın kağıdının işlevsel rolünü anlamak, desteklediği iki temel üretim yöntemine kısa bir bakış gerektirir:
Kuru Transfer Kaplama Yöntemi
Kuru transferde kaplama işlemi tersine ilerler: reçine, ayırma kağıdının yüzeyine birden fazla katman halinde (tipik olarak bir yüzey kaplaması, bir köpük katmanı ve bir yapışkan katman) doğrudan uygulanır ve her biri ısıtılmış fırınlarda sırayla kurutulur. Kumaş arkalık daha sonra yapışkan tabakanın üzerine bastırılır, kontrollü basınç ve sıcaklık altında birleştirilir ve ayırma kağıdı soğuduktan sonra çıkarılır. Ayırma kağıdı yüzeyindeki kabartmalı doku, birinci sınıf kağıtlar için ±2–5 mikron aralığında boyutsal doğrulukla derinin üst katmanına aslına sadık bir şekilde kopyalanır.
Islak Pıhtılaşma Yöntemi
Mikrofiber bazlı malzemeler için daha yaygın olan ıslak pıhtılaşma işlemlerinde, ayırma kağıdı, emprenye ve pıhtılaşma banyosu aşamaları sırasında öncelikle boyutsal stabilizatör ve yüzey dokusu sağlayıcı olarak görev yapar. Kağıt uzun süreler boyunca yüksek sıcaklıklarda DMF (dimetilformamid) solventine veya su bazlı pıhtılaşma çözeltilerine maruz kaldığından, bu uygulamada sıcaklık ve kimyasal direnç gereksinimleri daha fazla talep görmektedir.
Her iki yöntemde de serbest bırakma kuvveti (kaplama filmi ile kağıt yüzeyi arasındaki soyulma mukavemeti) kritik öneme sahiptir . Çok yüksek bir serbest bırakma kuvveti, soyma sırasında bitmiş deri yüzeyini yırtar veya deforme eder; çok düşük olması kaplama işlemi sırasında erken ayrılmaya neden olarak yüzey kusurlarına neden olur. Kaliteli ayırma kağıtları, uygulama gereksinimlerine bağlı olarak 0,05-0,3 N/cm aralığında tutarlı ayırma kuvvetleri sağlayacak şekilde tasarlanmıştır.
Suni Deride Kullanılan Başlıca Yapışkanlı Kağıt Çeşitleri
Suni deri için ayırma kağıtları genel olarak temel malzeme yapısı ve yüzey işlemine göre kategorize edilir. Her tür, dayanıklılık, doku çözünürlüğü ve çalıştırma başına maliyet açısından farklı performans değişimleri sunar:
| Tür | Temel Malzeme | Tipik Yeniden Kullanım Döngüleri | En İyisi |
|---|---|---|---|
| Tek kullanımlık kraft yapışkanlı kağıt | Ağartılmış/ağartılmamış kraft hamuru silikon kaplama | 1–3 koşu | Maliyete duyarlı PVC deri, temel PU uygulamaları |
| Çok amaçlı kaplamalı serbest bırakma kağıdı | Yüksek yoğunluklu baz kağıt polietilen laminat silikon | 8-20 koşu | Orta sınıf PU deri, mobilya ve otomotiv iç mekanları |
| Solvente dayanıklı yapışkanlı kağıt | Güçlendirilmiş taban kimyasal dereceli silikon ayırıcı katman | 15–30 koşu | DMF ıslak işlem mikrofiber deri |
| Yüksek sıcaklık yapışkanlı kağıt | Glassine veya özel bazlı termal olarak kararlı kalıp ayırıcı madde | 20–50 koşu | Yüksek hızlı üretim hatları, 150°C'nin üzerindeki fırın sıcaklıkları |
| Kabartmalı dokulu serbest bırakma kağıdı | Mekanik veya lazerle kabartılmış herhangi bir yüzey deseni | İnşaata göre değişir | Dekoratif yüzeyler, moda deri, otomotiv kaplamaları |
Dikkate değer farklı bir alt küme: ıslak mukavemetli serbest bırakma kağıdı Çin, Avrupa ve Güney Kore'de çevre düzenlemeleri sıkılaştıkça benimsenme oranı artan su bazlı (solvent içermeyen) PU kaplama sistemleri için özel olarak geliştirildi. Bu kağıtlar, sulu kaplama dispersiyonlarına maruz kaldıklarında boyutsal stabiliteyi ve tutarlı ayrılma özelliklerini korur; bu, standart PE lamine edilmiş kağıtların genellikle kenar katmanlarının ayrılması ve nemin neden olduğu dalgalılık nedeniyle karşılayamadığı bir gerekliliktir.
Yüzey Desenleri ve Doku Aslına Uygunluğu
Serbest bırakma kağıdının kabartmalı yüzeyi, suni derinin damarı için doğrudan kalıptır. Bu nedenle desen tasarımı ve gravür kalitesi, doğrudan ticari etkileri olan üretim değişkenleridir: hassas, derin kazınmış damarlı desenlere sahip bir ayırma kağıdı, suni derinin, doğal deri estetiğini yakından taklit ederek birinci sınıf fiyatlandırmaya hakim olmasını sağlar.
Standart ticari kataloglarda bulunan yaygın yüzey desenleri şunları içerir:
- Düz / parlak: Rugan, parlak el çantası derisi ve moda ayakkabılar için kullanılan ayna pürüzsüzlüğündeki yüzey.
- Lychee tahılı: Dünya çapında en yaygın kullanılan kalıplardan biri; gündelik çantalar, giysiler ve döşemelerle ilişkili yuvarlak, düzensiz bir doku üretir.
- Timsah / timsah tanesi: Derin dikdörtgen ölçekli desen; lüks çanta ve kemer uygulamalarında yüksek talep.
- Nappa / ince taneli: Nappa kuzu veya dana derisini taklit eden zarif, yumuşak gözenekli yüzey; otomotiv koltuklarında ve birinci sınıf giysi derilerinde tercih edilir.
- Mat / yarı mat: Spor giyim ve teknik deri ürünlerde kullanılan az parlak dokulu yüzeyler.
- Özel kazınmış desenler: OEM uygulamaları için isteğe bağlı olarak markaya özel logolar, karbon fiber dokular, geometrik desenler ve özel yüzey tasarımları üretilmektedir.
Art arda çalıştırmalarda desen derinliği ve keskinlik azalır yeniden kullanım döngüsü derecelendirmelerinin desene duyarlı uygulamalar için önemli olmasının nedeni budur. Düz PU üzerinde 20 tiraj için derecelendirilmiş bir ayırma kağıdı, derin kabartmalı timsah derisi dokulu deri üretirken yalnızca 8-10 tiraj için kabul edilebilir tanecik doğruluğunu koruyabilir.
Değerlendirilecek Temel Teknik Özellikler
Yayın kağıdını tedarik eden tedarik ekipleri ve üretim mühendisleri, ürün özelliklerini süreç gereklilikleriyle eşleştirmek için aşağıdaki parametreleri değerlendirmelidir:
Temel Ağırlık ve Kumpas
Suni deri için ayırma kağıdı tipik olarak 100 g/m² ila 200 g/m² temel ağırlıkta, kalınlık (kalınlık) 0,10–0,22 mm. Daha ağır, daha kalın kağıtlar, yüksek gerilimli kaplama hatlarında daha iyi boyutsal stabilite sunar ancak daha az esnektir ve dar bükülme yarıçapına sahip rulodan ruloya ekipmanlarda işlenmesi daha zordur.
Serbest Bırakma Gücü Tutarlılığı
Serbest bırakma kuvveti, rulonun genişliği (çapraz yön bütünlüğü) ve ardışık çalışmalar (çalışmalar arası tekrarlanabilirlik) boyunca tutarlı kalmalıdır. Saygın tedarikçiler, standart soyulma testi yöntemleriyle (tipik olarak 300 mm/dak'da 180° soyulma) ölçülen sertifikalı serbest bırakma kuvveti verilerini sağlar ve nominal yeniden kullanım döngüsü sayısı üzerinden bozunma eğrisini belirtir.
Isı Direnci Derecelendirmesi
Çoğu suni deri kurutma fırını 120°C ile 160°C arasında çalışır. Kağıtlar, kıvrılma, katmanlara ayrılma veya silikon migrasyonu olmadan, amaçlanan fırın sıcaklığında sürekli maruz kalma açısından test edilmeli ve sertifikalandırılmalıdır. 140°C'nin üzerinde çalışan yüksek hızlı hatlar özel kağıtlar gerektirir; standart ticari kaliteler uygun değildir ve birkaç çalıştırmada başarısız olur.
Silikon Kaplama Türü ve Geçişi
Deri yüzeyine migrasyonun engellenmesi için silikon ayırma katmanının tamamen kürlenmesi gerekir, bu durum sonraki son işlemlerde (baskı, kabartma, laminasyon) yapışma hatalarına neden olur. Silikon migrasyonu, yüzey enerjisi ölçümü (dyne seviyesi) aracılığıyla test edilir; deri tarafında soyulma sonrası yüzey enerjisinin 30 mN/m'nin altında olması, silikon kirliliğini gösterir ve reddedilme nedenidir.
Rulo Formatı ve Çekirdek Özellikleri
Suni deri üretim hatları için standart rulo genişlikleri 1.280 mm ile 1.600 mm arasında değişmektedir. Otomatik kaplama ekipmanıyla uyumluluğun sağlanması için çekirdek çapı (3 inç veya 6 inç) ve maksimum rulo çapı, çözme standı spesifikasyonlarına göre doğrulanmalıdır.
Suni Deri Son Kullanıma Göre Ayırma Kağıdı Seçimi
Son kullanım uygulaması, yayın kağıdı seçimi için en pratik başlangıç noktasıdır. Otomotiv oturma derisinin gereksinimleri, moda el çantası derisi veya spor ayakkabı derisinin gereksinimlerinden önemli ölçüde farklıdır:
- Otomotiv iç derisi (koltuklar, kapı panelleri, direksiyon simitleri): Yüksek hacimli üretim çalışmalarında nappa veya ince taneli desenler, yüksek ısı direnci ve tutarlı ayırma kuvveti gerektirir. 20 döngüye uygun çoklu kullanımlı kağıtlar standarttır. Yüzey kirliliği sonraki köpük veya kumaş katmanlarının bağlanmasını etkilediğinden silikon migrasyon testi zorunludur.
- Moda çanta ve aksesuarlar: Yüksek desen doğruluğu önceliktir. Özel kabartmalı timsah, piton ve devekuşu desenleri yaygındır. Desen keskinliğinin her üretim partisinde mükemmel kalması gerektiği göz önüne alındığında, tek kullanımlık veya düşük döngülü kağıtlar kabul edilebilir.
- Spor ayakkabı sayası: Mat ve yarı mat yüzeyler hakimdir. Kağıtlar, büyük ayakkabı markalarının sürdürülebilir kaynak sağlama politikaları kapsamında giderek daha fazla ihtiyaç duyduğu su bazlı PU sistemleriyle tutarlı bir şekilde performans göstermelidir.
- Mobilya ve kontrat döşemeleri: Yüksek hacimli, maliyeti optimize edilmiş üretim. Çok kullanımlı lychee tahıl kağıtları, konut ve ticari döşeme pazarları için çalışma başına maliyet verimliliği ile kabul edilebilir yüzey kalitesi arasında en iyi dengeyi sağlar.
- Konfeksiyon derisi: Kaplama filminin aşırı sertlik olmadan oluşmasına izin veren ince bazlı kağıtlar (100–130 g/m²) gerektiren yumuşak, esnek örtü önemlidir. Nappa ve mat yüzeyli pürüzsüz desenler temel özelliklerdir.
Depolama, Taşıma ve Kusur Önleme
Ayırma kağıdı, depolama ve taşıma sırasında çevre koşullarına duyarlıdır. Uygun olmayan depolama, çoğunlukla kaplama formülasyonuna veya proses parametrelerine yanlış atfedilen üretim kusurlarının önde gelen nedenidir. Temel kullanım gereksinimleri şunları içerir:
- Sıcaklık ve nem: 18–25°C ve %45–65 bağıl nem koşullarında saklayın. Aşırı nem, kırışmaya (kağıt dalgalanması) neden olur, bu da kaplama ağırlığının eşit olmamasına ve bitmiş deride yüzey kırışıklık kusurlarına yol açar.
- Yatay rulo depolama: Kaplama sırasında periyodik baskı izi kusurlarına neden olan düz lekelenmeyi önlemek için rulolar, asla silindirik yüzey üzerinde değil, çekirdek uçlarında yatay olarak depolanmalıdır.
- Kullanmadan önce şartlandırma: Nem içeriğini ortam koşullarıyla dengelemek için rulolar, kaplama hattına yüklenmeden önce en az 24 saat üretim ortamında şartlandırılmalıdır.
- Kenar koruması: Rulo kenarları, nem emilimi ve mekanik hasar açısından en hassas noktadır. Rulo yüklemeye hazır olana kadar orijinal ambalajı çıkarılmamalıdır.
- Denetim protokolünü yeniden kullanın: Çok kullanımlı kağıtlarda, geri kazanılan her rulo, yeniden yüklemeden önce yüzey çizikleri, silikon tükenmesi (parlak desende mat lekeler olarak görülebilir), kat çizgileri ve kenar katmanlarının ayrılması açısından yanarak ışık altında incelenmelidir.
Ayırma kağıdı arızasından kaynaklanan en yaygın kusur "balık gözü" çukurlaşmasıdır — silikon lekesi kirlenmesinden veya kağıt üzerinde lokalize yüzey enerjisi değişiminden kaynaklanan deri yüzeyindeki küçük dairesel kraterler. Bu kusur, bitmiş üründe geri döndürülemez ve serinin tamamının reddedilmesiyle sonuçlanır. Gelen kalite kontrol protokolleri, her yeni rulo girişinde anlık kontrol yüzey enerjisi ölçümünü içermelidir.
Şimdi bizimle iletişime geçmekten çekinmeyin!
Müşterilerimize sürdürülebilir ve çevre dostu serbest bırakma kağıdı ürünleri ve hizmetleri sunuyoruz.


-

-
 HİNDİSTAN DİSTRİBÜTÖRÜ:
HİNDİSTAN DİSTRİBÜTÖRÜ: -
 İTALYA DİSTRİBÜTÖRÜ:
İTALYA DİSTRİBÜTÖRÜ: -
 PAKİSTAN DİSTRİBÜTÖRÜ:
PAKİSTAN DİSTRİBÜTÖRÜ:
Telif hakkı © Anhui Honghuan New Material Technology Co., Ltd. Rights Reserved.
